| The consistency of the interior surface has a great impact on the quality of an aspestic system process. By means of polishing, the interior contact surface is reduced. The specified surface quality of the valve body is achieved through mechanical polishing and electro polishing. According to the standards SED offers surfaces with a surface finish up to a quality of 0,25 μm and 10 Ra. At SED the stated surface finish always describes the maximum surface roughness value. The surface finish is reached by automatic or manual mechanical polish processing. The methods that are applied depend on the internal contour and size of the valve body. The surfaces of the valve bodies with the highest quality are produced through polishing with different grit sizes up to size 400. The advantages of premium surfaces are a smoother interior surface as well as the reduction of the contact between the surface and the process medium. Thus a more efficient cleaning and sterilization, lower risk of contamination by process fluids, and lower danger of product adhesion to the interior surface is achieved.
| | 
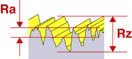
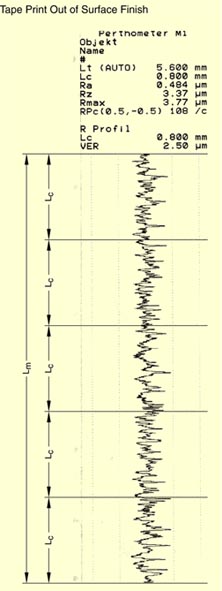
The surface finish roughness is measured and recorded at defined reference points according to DIN EN ISO 4287 |
Electro Polishing
Electro Polishing is an electrochemical process where the polishing part serves as anode and for example, copper as electrode. The valve body is submerged into an electrolyte solution and a voltage between 2 and 25 volts is charged. Through the current a strong chemical reaction develops which removes material from the anode. According to the standardized procedure, the process has to be controlled in a way that at least 20 μm of surface material is removed. The highest metal removal is achieved at the peaks of the metal surface.
| |
Microscopic- view:

Microscopic view of mechanically polished surface with grit 400
Ra 0,25 μm / 10- μinch |
Reasons for Electro Polishing
High lustrous appearance Smoothing of the peaks of the surface finish Reduction of the surface tension and adhesion of the process medium Removal of non-metallic inclusions Improved corrosion resistance through accumulation of chromium of the surface
| | 
Microscopic view of mechanically polished and electro polished
Ra 0,25 μm/ 10- μinch
|